
联系我们1

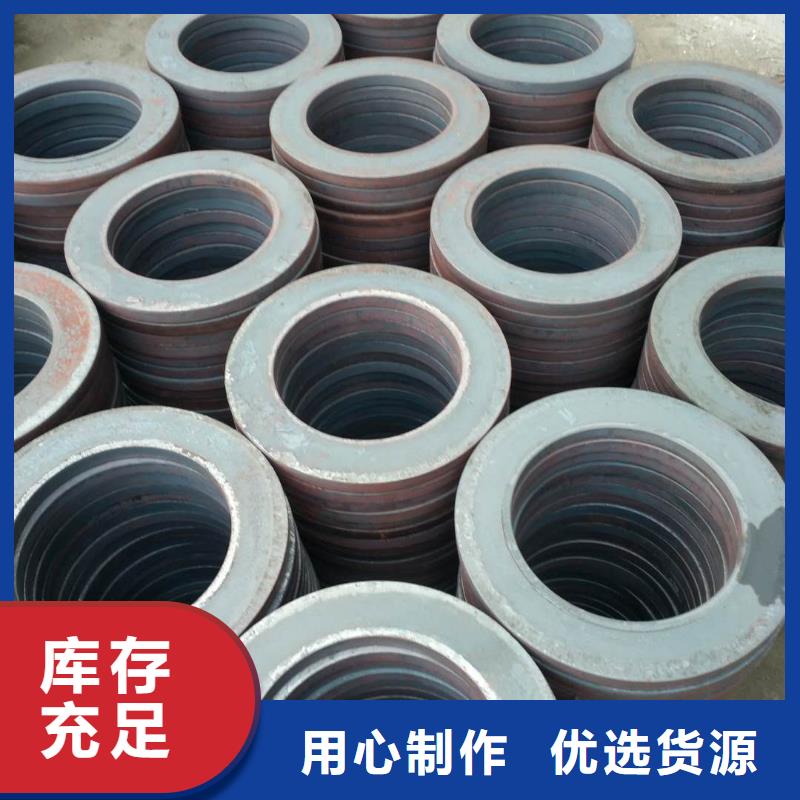
法兰毛坯热扩法兰毛坯按需定制真材实料
更新时间:2025-05-23 08:03:29 ip归属地:海口,天气:雷阵雨转多云,温度:26-36 浏览次数:1 公司名称:聊城 搏远金属制品有限公司(海口分公司)
| 产品参数 | |
|---|---|
| 产品价格 | 135 |
| 发货期限 | 电议 |
| 供货总量 | 电议 |
| 运费说明 | 电议 |
| 材质 | 235 16mn 20# 45# 20CR 40CR等 |
| 产地 | 聊城 |
| 规格 | 齐全 |
| 颜色 | 黑色金属 |






24 激光切割技术广泛应用于金属和非金属材料的加工中,可大大减少加工时间,降低加工成本,提高工件质量。激光切割是应用激光聚焦后产生的高功率密度能量来实现的。与传统的板材加工方法相比 , 激光切割其具有高的切割质量、高的切割速度、高的柔性(可随意切割任意形状)、广泛的材料适应性等优点。
(1)激光熔化切割山东搏远金属制品有限公司主要生产:法兰毛坯,法兰盘毛坯,热扩法兰毛坯,热扩法兰盘毛坯,热扩加强圈。冲压件:冲压垫片、法兰毛坯,加强圈,法兰盲板、冲压异形件,异形法兰毛坯,冲压圆片,方形法兰盘。支持来图来样订做和来料加工,可以根据客户需求生产各种规格材质的冲压件和热扩产品。公司自建立以来,以质量为本,规格齐全,价格优廉的宗旨,创造了很好的社会效益和经济效益,为谋求企业的长远利益,打下了稳定的基础。公司本着“誉、质量、用户”的经营原则
在激光熔化切割中,工件被局部熔化后借助气流把熔化的材料喷射出去。因为材料的转移只发生在其液态情况下,所以该过程被称作激光熔化切割。
激光光束配上高纯惰性切割气体促使熔化的材料离开割缝,而气体本身不参与切割。
——激光熔化切割可以得到比气化切割更高的切割速度。气化所需的能量通常高于把材料熔化所需的能量。在激光熔化切割中,激光光束只被部分吸收。
——切割速度随着激光功率的增加而增加,随着板材厚度的增加和材料熔化温度的增加而几乎反比例地减小。在激光功率一定的情况下,限制因数就是割缝处的气压和材料的热传导率。
——激光熔化切割对于铁制材料和钛金属可以得到无氧化切口。
——产生熔化但不到气化的激光功率密度,对于钢材料来说,在104W/cm²~105 W/cm²之间。
(2) 激光火焰切割
激光火焰切割与激光熔化切割的不同之处在于使用氧气作为切割气体。借助于氧气和加热后的金属之间的相互作用,产生化学反应使材料进一步加热。对于相同厚度的结构钢,采用该方法可得到的切割速率比熔化切割要高。
另一方面,该方法和熔化切割相比可能切口质量更差。实际上它会生成更宽的割缝、明显的粗糙度、增加的热影响区和更差的边缘质量。
——激光火焰切割在加工精密模型和尖角时是不好的(有烧掉尖角的危险)。可以使用脉冲模式的激光来限制热影响。
——所用的激光功率决定切割速度。在激光功率一定的情况下,限制因数就是氧气的供应和材料的热传导率。
(3)激 化切割
在激 化切割过程中,材料在割缝处发生气化,此情况下需要非常高的激光功率。
为了防止材料蒸气冷凝到割缝壁上,材料的厚度一定不要大大超过激光光束的直径。该加工因而只适合于应用在必须避免有熔化材料排除的情况下。该加工实际上只用于铁基合金很小的使用领域。
该加工不能用于,象木材和某些陶瓷等,那些没有熔化状态因而不太可能让材料蒸气再凝结的材料。另外,这些材料通常要达到更厚的切口。
——在激 化切割中,优光束聚焦取决于材料厚度和光束质量。
——激光功率和气化热对优焦点位置只有一定的影响。
——所需的激光功率密度要大于108W/cm2,并且取决于材料、切割深度和光束焦点位置。
——在板材厚度一定的情况下,假设有足够的激光功率,切割速度受到气体射流速度的限制。



搏远金属制品有限公司(海口分公司)专业生产各种规格 法兰毛坯,规格齐全,价格优惠,欢迎新老客户来电咨询,价格有优惠,厂家直销,诚信至上,选购 法兰毛坯搏远金属制品有限公司(海口分公司)值得信赖。



英文名称: Flange blank
定义:根据法兰成品所要求的形状、工艺尺寸等制成的供进一步加工用的生产对象。
应用学科:机械工程(一级学科);机械工程(2)总论(二级学科)
铸造法兰毛坯
铸造出来的法兰,毛坯形状尺寸准确,加工量小,成本低,但有铸造缺陷(气孔.裂纹.夹杂);铸件内部组织流线型较差(如果是切削件,流线型更差);
目前少数劣质法兰铸件采用铸造,对尺寸精度要求较高的小型铸件,可采用特种铸造,如型铸造、精密铸造、压力铸造、熔模铸造成和离心铸造等。缺点是此类法兰多采用“山西面包铁”制作而成,在使用过程中易产生渗漏现象。
锻造法兰毛坯
锻造法兰毛坯由于经锻造后可得到连续和均匀的金属纤维组织。因此此类毛坯的力学性能较好,常用于受力复杂的环境使用。其中自由锻件的精度和生产率较低,主要用于小批生产和大型法兰的制造。
热卷法兰毛坯
热卷法兰毛坯是通过将钢坯经加热炉轧制成扁钢由热卷机卷制成圆的工艺来进行,是目前国内较为先进的一种法兰毛坯制作形式,河南昌通科技发明的热卷工艺与传统法兰制作工艺相比,具有以下明显优点:(1)、原材料全部采用标准方坯,材质稳定可靠;



关于船用法兰部份标准代号:
ISO国际标准/GB标准
GB2503-89 国标船用铸铁法兰(四进位)
GB2504-89 国标船用铸钢法兰(四进位)
GB2505-89 国标船用铸铜法兰(四进位)
GB2506-89 国标船用搭焊钢法兰(四进位)
GB2507-89 国标船用搭焊铜法兰(四进位)
GB2508-89 国标船用搭焊钢环松套钢法兰(四进位)
GB/T4450-1995 国标船用盲版钢法兰
GB10746-89 国标船用对焊钢法兰(四进位)
GB10747-89 国标船用对焊钢环松套钢法兰(四进位)
GB10748-89 国标船用焊接铜环松套钢法兰(四进位)
GB10749-89 国标船用铜管折边松套钢法兰(四进位)
GB10750-89 国标船用扁圆形铸铁和铸钢法兰
GB10751-89 国标船用扁圆形焊接钢法兰
CB苏联标准/行业标准
CB/T43-1999 国标船用铸铁法兰
CB/T44-1995国标船用铸钢法兰
CB/T45-1999 国标船用铸铜法兰
CB/T46-1999 国标搭焊钢法兰
CB/T47-1999 国标对焊钢法兰
CB/T48-1999 国标焊接铜法兰
CB/T49-1999 国标搭焊钢环松套钢法兰
CB/T50-1999 国标对焊钢环松套钢法兰
CB/T51-1999 国标搭焊铜环松套钢法兰
CB/T52-1999 国标铜管折边松套钢法兰
CB856-76 国标P30铸钢法兰
CB857-76 国标P30铸铜法兰
CB858-76 国标P30焊接铜法兰
CB859-76 国标P30焊接钢法兰
CB1044-83 国标P30异径搭焊铜法兰
CB1045-83 国标P30异径搭焊铜法兰
CB1144-85 国标P30盲板钢法兰
CB*3212-1999 国标船用搭焊、对焊、铜焊折边松套异径钢法兰
CB/T3766-1996 国标排气管钢法兰及垫片
CB/T3846-1999 国标船用铝管折边松套铝法兰
CB/T3847-1999 国标船用扁圆形焊接钢法兰
CB/T3848-1999 国标扁圆铸铁和主刚铸钢法兰
CB/T3847-1999船用扁圆形焊接法兰
JIS日本标准/CBM外贸标准
CBM1004-81 日标PN0.2MPa铸铁、铸钢、搭焊钢法兰
CBM1005-81 日标PN0.5MPa铸铁、铸钢法兰
CBM1006-81 日标PN1.0MPa铸铁、铸钢法兰
CBM1007-81 日标PN1.6MPa铸铁、铸钢法兰
CBM1008-81 日标PN2.0MPa铸钢法兰
CBM1009-81 日标PN3.0MPa铸钢法兰
CBM1010-81 日标PN4.0MPa铸钢法兰
CBM1011-81 日标PN6.3MPa铸钢法兰
CBM1012-81 日标PN0.5MPa搭焊钢法兰
CBM1013-81 日标PN1.0MPa搭焊钢法兰
CBM1014-81 日标PN1.6MPa搭焊钢法兰
CBM1015-81 日标PN2.0MPa搭焊钢法兰
CBM1016-81 日标PN3.0MPa搭焊钢法兰
CBM1017-81 日标PN3.0MPa对焊钢法兰
CBM1018-81 日标PN4.0MPa对焊钢法兰
CBM1019-81 日标PN6.3MPa对焊钢法兰
CBM1020-81 日标PN0.5、1.0、1.6MPa铸铜、搭焊铜法兰
CBM1021-81 日标排气管钢法兰
由于船标法兰具有良好的综合性能,所以它广泛用于化工、建筑、给水、排水、石油、轻重工业、冷冻、卫生、水暖、消防、电力、航天、造船等基础工程。