
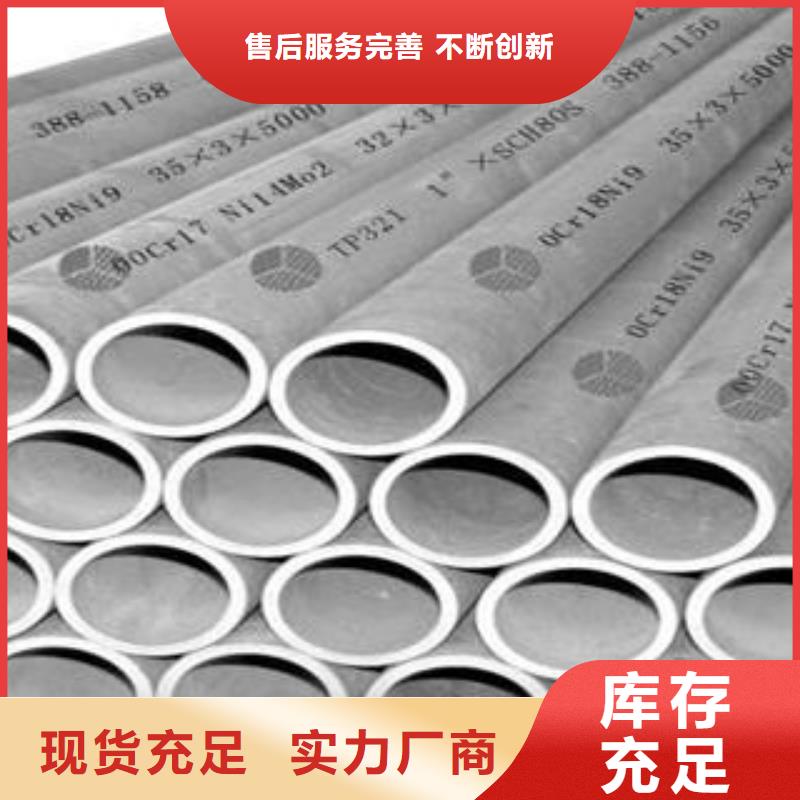


昌盛源不锈钢板生产厂家(岳阳市分公司)以高质量的产品创行业品牌,以专业的技术和诚挚的热情开拓市场,以优质的 大口径不锈钢管产品,赢得用户。 大口径不锈钢管产品远销国内外 国内销往河北、山东、河南、湖南 、湖北、江苏省、安徽、浙江省、福建、海南、广东、四川省、山西、陕西、宁夏、内蒙,台湾等地。


不锈钢的固溶热处理是将不锈钢加热到高温然后快速冷却,使碳达到过饱和状态,改善其塑性和韧性。固溶热处理是不锈钢焊管的生产环节之一,热处理的温度控制对于不锈钢焊管生产的重要性。固溶热处理对于奥氏体不锈钢是有效的软化处理工艺,经过固溶热处理后的不锈钢焊管可以得到 的耐腐蚀性,强度较低且塑性较好,这样才能够符合各工业用管的要求。通常奥氏体不锈钢的固溶处理温度在1050~1150e,如果达不到此温度,其内部组织不稳定,便会有碳化物析出,导致钢管表面达不到光亮色,管子表面会呈现出黑色。另外,将不锈钢焊管加热到1050~1150e后,随即要将焊管迅速冷却下来,一方面保证了奥氏体在冷却过程中没有析出,另一方面在焊管走出炉体(离开气体保护气氛)后,其温度应降至不氧化的温度下。可见,冷却温度很重要,要严格控制温度区间。



我们经常可以发现不锈钢焊管在冷拔或冷轧后会出现头尾增厚的问题,退火前我们需要用砂轮机切掉不锈钢焊管厚的这部分,并对两端进行打磨。您知道为何会出现壁厚增加的现象吗?这部分增厚长度又如何计算?,由于不锈钢焊管前、后端处于张力建立和消失的两个不稳定阶段,此时不锈钢焊管所受的张力比中间处于稳定轧制阶段的要小,结果造成不锈钢焊管前、后端的管壁厚度比中间的略厚,使切头、切尾长度增加,金属消耗增多。那么,如何计算不锈钢焊管轧制过程中头尾增厚的长度?不锈钢工业焊管两端增厚长度,一般随总变形量、机架间距、平均张力系数和轧制速度的增大而增加,但随单机架的减径率、S/D值、轧辊理想直径和摩擦系数的增大而减短。此外,合金钢不锈钢焊管的增厚长度通常比碳钢大,实际生产计算时可采用经验估算。由于单价比较高,因此在对不锈钢焊管头尾增厚部分进行切除时有着严格的工艺要求,若是切的过多会对不锈钢焊管整体长度产生影响,但若是切的太少也会导致增厚部分过多,这也不符合生产要求。


值得注意的是,当不锈钢焊管企业的人员流动较大、新成立部门较多时,应当以建立并完善该企业的各项制度管理为主,打好企业管理的基础。而对于发展较为成熟的不锈钢焊管企业应当增加企业文化、学习型模式的氛围。当制度渐趋完善,员工能够适应之后,约束性管理就渐渐失去它的效果,应当转而进行主动性的员工自我约束管理。利用企业文化来充分调动员工的工作积极性。对于中间管理层这一层面来讲,企业应当以文化管理模式为主,这一层面的员工本身有较高的苏阳,工作灵活性也较大,过分的约束反而不利于发挥员工的积极性,文化管理模式却可以通过强化凝聚力、满足员工精神发展需求来调动他们的积极性。此外利用学习型组织可以弥补他们在管理理论知识上的不足。
