以下是:衬胶管道内衬塑外镀锌多年实力厂家的产品参数
| 产品参数 |
|---|
| 产品价格 | 130 |
|---|
| 发货期限 | 电议 |
|---|
| 供货总量 | 电议 |
|---|
| 运费说明 | 电议 |
|---|
| 厂家/产地 | 纵横机械/洛阳 |
|---|
| 主要材料 | 橡胶 |
|---|
| 生产工艺 | 热硫化或冷粘 |
|---|
| 产品规格 | 按要求订做 |
|---|
| 断裂强度 | 17 |
|---|
| 扯断伸长率 | 550 |
|---|
| 衬里硬度 | 60±5 |
|---|
| 定伸应力 | 10 |
|---|
| 剥离强度 | 7 |
|---|
| 磨耗减量 | 0.1 |
|---|
| 应用领域 | 矿山、电力、冶金、化工等 |
|---|
| 连接方式 | 法兰连接 |
|---|
| 范围 | 供应范围覆盖甘肃省 兰州市、嘉峪关市、武威市、酒泉市、陇南市、合作市、临夏市、定西市、庆阳市、平凉市、张掖市、天水市、白银市、金昌市 肃州区、金塔县、瓜州县、玉门市、敦煌市等区域。 |
|---|
以下是:衬胶管道内衬塑外镀锌多年实力厂家的图文视频
衬胶管道内衬塑外镀锌多年实力厂家,纵横机械制造(酒泉市分公司)为您提供衬胶管道内衬塑外镀锌多年实力厂家的资讯,联系人:薛经理,发货地:空港产业集聚区。 甘肃省,酒泉市 酒泉市,古称肃州,是甘肃省辖地级市,甘肃省人民政府批复确定的丝绸之路经济带甘肃段重要节点城市、省域副中心城市。酒泉市地处中国西北地区、甘肃省西北部、河西走廊西端,东接甘肃省张掖市和内蒙古自治区,南接青海省,西接新疆维吾尔自治区,北接蒙古国,自古就是通往新疆和西域的交通要塞。截至2023年1月,酒泉市辖1个区、2个县级市、4个县,总面积19.2万平方千米。截至2022年末,酒泉市常住人口105.31万人。
一分钟,了解产品的全部魅力!观看我们的衬胶管道内衬塑外镀锌多年实力厂家产品视频,为您的购买决策提供有力支持。
以下是:衬胶管道内衬塑外镀锌多年实力厂家的图文介绍


衬胶管道制造过程控制及技术要求
1)衬胶工艺要求:
TROTOP衬胶复合管的制造工艺要求:
钢橡复合管和管件应采用挤出无缝胶管、气囊吹胀法复合并且是高压蒸汽热硫化工艺制造。
2)下料组焊
根据买方盖章图纸要求的长度,及生产工艺切割钢管;
a、点焊法兰
点焊注意法兰与钢管垂直。
b、焊接:
待质检人员检查合格后在二保自动焊接机上进行焊接,保证贴衬焊缝表面无焊接裂纹、气孔、未焊透、咬边、夹渣、飞溅、弧坑、焊瘤等缺陷,所有焊缝采用双面焊全焊透,所有焊接密闭间隙开设排气孔,超声波检测(UT) ,X射线照相检测(RT)5%,压力试验。
焊接执行API 1104,超声波检测符合GB11345-2013, GB 50184-2011 标准规定。
c、加长
对于需焊接接长的管件,管内外焊缝表面均应打磨光滑。 对焊缝外观进行检查,不得存在裂纹、咬边、气孔等危害性缺陷。
d、打磨:
拐角处圆滑过度,圆角半径符合技术规格书和图纸要求,凸面圆角半径大于等于5mm,凹角面大于8mm。
3)表面处理
a、使用压缩空气前
分离器下游的空气质量必须通过将空气吹入干净的白色吸墨纸或布两分钟来测试其是否被污染、油污或受潮。测试应当在每班开始和结束时进行并且间隔不超过4 小时。同时应当在空压机作业后进行测试。只有测试显示肉眼看不到压缩空气中没有污物、油或水汽时才可以使用。如果有污染的迹象,应对空压机进行检修并且按照上面的描述重新检查空气质量。
b、露点控制:
表面温度 至少应保持在高于露点3oC,并且不超过相对湿度。如果由于外界环境的影响,不保持在此环境下会有风险,那就要使用去湿设备或者加热设备。
c、喷砂
碳钢衬胶基体表面处理等级达到Sa2.5。即:喷砂至金属白色,完全氧化皮、锈及其它杂质,残留仅为斑点或条纹阴影,磨料、积灰。粗糙度必须符合基体表面粗糙度的要求粗糙度RZ≥60μm。
d、脱脂、清洗:
表面进行处理后,应将钢管表面附着的灰尘及磨料清理干净,用甲苯或汽油清洗。
e、涂刷底漆:
脱脂后立即涂刷西邦粘接剂。先刷底胶,待干燥后再刷面胶,待干燥后两头封好,存放在指定地点待用。从表面处理完毕至完成外表面粘接剂的间隔时间,长不应超过24h。



纵横机械制造(酒泉市分公司)经营的产品有 双面涂塑管道,公司所所供客户遍布全国多个省市,公司立足甘肃酒泉,在国内 双面涂塑管道市场业内树立了良好的口碑,同时也得到了广大新老客户的认同。 一直以来公司一直秉持“质量是生命,责任是核心”为公司宗旨,把“只有满足客户的利润,才能实现公司的利润,只有实现公司的利润,才能实现个人的利润”为公司的日常经营理念,勤奋、踏实、坚韧、宽广 为公司的企业精神,为客户提供高强度钢材的解决方案作为我们的核心目标。



纵横机械制造(酒泉市分公司)是集 双面涂塑管道研发生产销售于一体的高新技术公司。开发力量雄厚,生产设备精良,工艺流程先进,质检监督机构齐全。所生产的 双面涂塑管道产品畅销全国三十多个省市自治区以用户为中心、以人才为根本、努力实现你我共赢”的经营理念,在 双面涂塑管道用户中赢得了良好的声誉和高度评价。




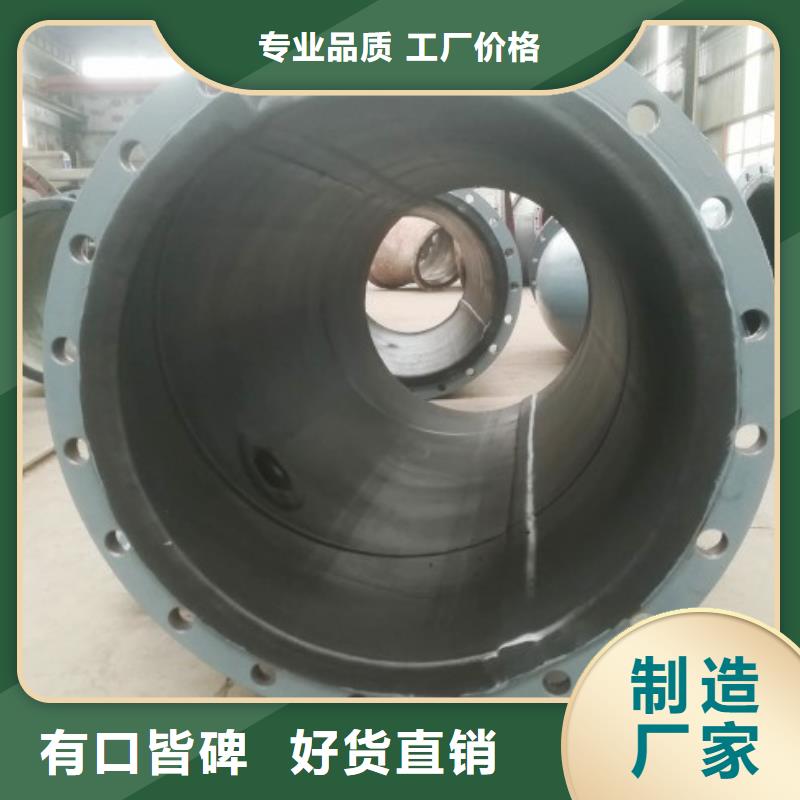
衬塑钢管和衬胶钢管基体的不同点:
衬塑钢管是以普通碳素钢管作为基体,内衬化学稳定性优良的热塑性塑料管(常用PE、PO、PVC),经冷拉复合或滚塑成型,我们目前采用的就是滚塑成型
衬胶钢管是采用钢管作骨架材料,以耐磨、防腐、耐热等性能优异的橡胶作为衬里层,利用橡胶的高弹性、高气密性、耐冲击性、耐磨性、耐候性、耐辐射性、耐化学介质性和吸收振动等独特性能,使用高性能的粘合剂经特殊工艺复合硫化成型, 衬胶,管道衬胶产品具有高耐磨、耐水锤冲击、耐酸碱盐腐蚀、抗高温、缓结垢、粘接强度高、运行阻力小、输送介质广、使用寿命长、节电节材等优点,减小输送介质对管壁的冲击磨损,广泛应用于冶金、电力、化工、石油、煤炭、水泥等行业的输送温度在-30℃~+120℃之间,既有磨损又有腐蚀的介质的管路设备。
衬塑钢管和衬胶钢管的异同主要有以下几个方面:
一、共同点
1.基体相同:均为碳钢管
2.结构相似:都是内衬管道,钢橡(塑)复合
3.防腐性能接近:在大多数酸碱介质环境下均能正常工作
二、不同点
1.加工工艺:
衬胶钢管一般采取手工粘接、加压硫化工艺(也 可以进行冷粘作业);衬塑管一般采取设备加热、整体滚塑(紧衬、松衬、模压)成型,主要工艺步骤都可以借助设备完成。因此,衬塑管的生产效率明显比衬胶管要高。
2.物理性能:衬胶管由于继承了橡胶的优良特性,在耐化学腐蚀的同时耐磨、耐温性能也很突出,而衬塑管除了耐化学腐蚀性能与衬胶管接近之外,在耐磨性能、耐温性能、粘接强度等方面均不如衬胶管。
3.耐候性:实践证明,橡胶在恶劣环境下(瞬间高温、阳光直射、外界强力等)性能表现稳定,因此衬胶管具有很强的耐候性,而衬塑管的耐候性表现不如衬胶管。
4.使用寿命:由于衬胶管一般都采用橡胶板进行内部粘接,因此必然有搭接缝,而衬塑管是一次成型的。因此,在一般化学水输送、循化水处理方面衬塑管的表现更稳定,使用寿命会更长一些;而在有磨蚀型介质的条件下,衬胶管会更耐用一些。
5.造价:衬胶管和衬塑管由于材质和加工工艺的不同,因此在造价方面有明显的差异。从整体造价方面衡量,衬塑管比衬胶管明显具有优势。
综上所述,可以得出以下结论:
1.衬胶管耐磨防腐性能均衡,主要用于输送既有腐蚀性有带有磨损的混合介质(固液混合体)
2.衬塑管防腐性能突出,主要用于腐蚀性液体(酸、碱、盐溶液)的输出
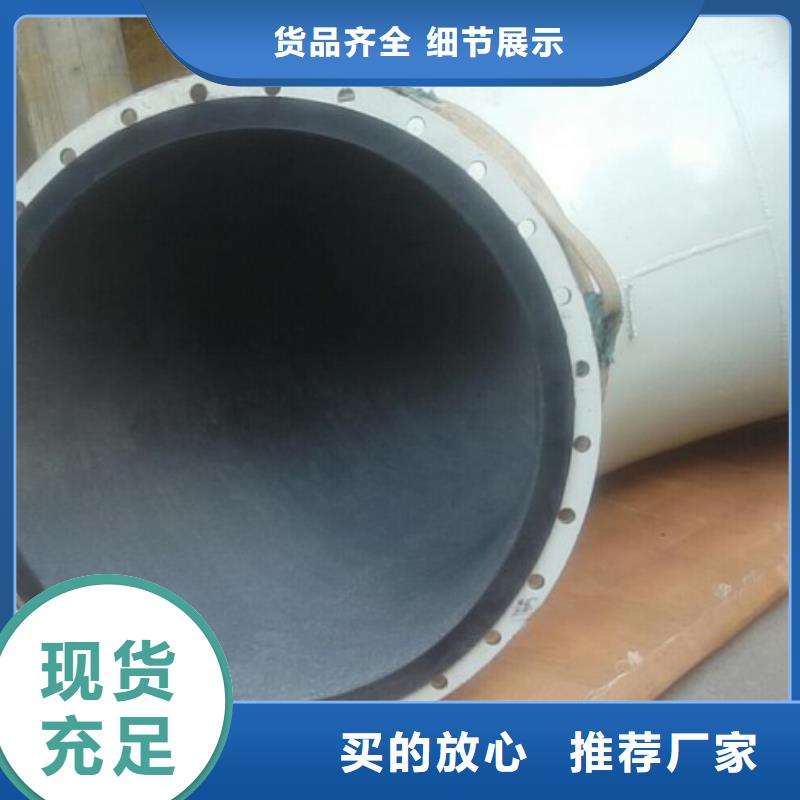
衬塑钢管使用塑料粉热溶滚塑成型,输送化工废水,循环水处理。
衬胶钢管使用冷粘或硫化成型,输送水质流体,浆体,防腐耐
衬塑钢管是以普通碳素钢管作为基体,内衬化学稳定性优良的热塑性塑料管(常用PE、PO、PVC),经冷拉复合或滚塑成型,我们目前采用的就是滚塑成型
衬胶钢管是采用钢管作骨架材料,以耐磨、防腐、耐热等性能优异的橡胶作为衬里层,利用橡胶的高弹性、高气密性、耐冲击性、耐磨性、耐候性、耐辐射性、耐化学介质性和吸收振动等独特性能,使用高性能的粘合剂经特殊工艺复合硫化成型, 衬胶,管道衬胶产品具有高耐磨、耐水锤冲击、耐酸碱盐腐蚀、抗高温、缓结垢、粘接强度高、运行阻力小、输送介质广、使用寿命长、节电节材等优点,减小输送介质对管壁的冲击磨损,广泛应用于冶金、电力、化工、石油、煤炭、水泥等行业的输送温度在-30℃~+120℃之间,既有磨损又有腐蚀的介质的管路设备。
联系人:薛经理,电话:【18762195566】,纵横机械制造(酒泉市分公司)在甘肃省酒泉市本地专业从事衬胶管道内衬塑外镀锌多年实力厂家,甘肃省酒泉市各个县市以及周边甘肃省 兰州市、嘉峪关市、武威市、酒泉市、陇南市、合作市、临夏市、定西市、庆阳市、平凉市、张掖市、天水市、白银市、金昌市 肃州区、金塔县、瓜州县、玉门市、敦煌市城市均可提供送货上门服务!